液氮管道在低溫輸送過程中,因管道外壁與環境空氣存在劇烈溫差,極易導致空氣中的水分凝結成冰。這種結冰現象不僅會增加管道熱損失、降低輸送效率,更可能引發管道凍脹破裂、閥門卡滯等安全隱患。本文系統梳理液氮管道結冰的成因與危害,從材料選擇、系統設計到運行維護,提供一套完整的防結冰技術方案。
一、結冰機理與危害分析
液氮(-196℃)在管道內流動時,管道外壁溫度通常低于 - 100℃,當環境空氣濕度超過 60%
時,水分會在管道表面迅速凝結為霜層,隨時間累積形成冰層。其危害主要體現在三個方面:
- 熱損失加劇:1mm 厚的冰層會使管道熱流密度增加 30%,導致液氮蒸發率提升
15%-20%
- 結構損傷風險:冰層膨脹產生的徑向壓力可達 0.5MPa,可能造成管道接口密封失效
- 系統故障隱患:閥門與法蘭處的結冰會導致操作卡滯,極端情況下引發管道爆裂(尤其在室外低溫環境中)
- 結霜層 - 冷凝水路徑",中間用箭頭指示 "濕度>60%
時的水分遷移")
二、防結冰設計的核心技術參數
2.1 絕熱材料性能對比
管道絕熱是防結冰的第一道防線,不同材料的隔熱性能直接影響結冰概率:
注:數據基于 GB/T 10294-2008《絕熱材料穩態熱阻及有關特性的測定
防護熱板法》
2.2 關鍵設計指標
- 絕熱層厚度:根據環境溫度計算,當環境濕度>70%
時,真空絕熱層厚度需≥50mm,聚氨酯泡沫需≥100mm
- 管道溫差控制:外壁溫度應高于環境露點溫度 5℃以上(例如環境濕度 60%、溫度 25℃時,露點為
15.8℃,管道外壁需≥21℃)
- 壓力降限制:液氮流速控制在
8-12m/s,壓力降≤0.1MPa/100m,避免湍流產生的局部低溫區
三、全流程防結冰技術方案
3.1 系統設計階段優化
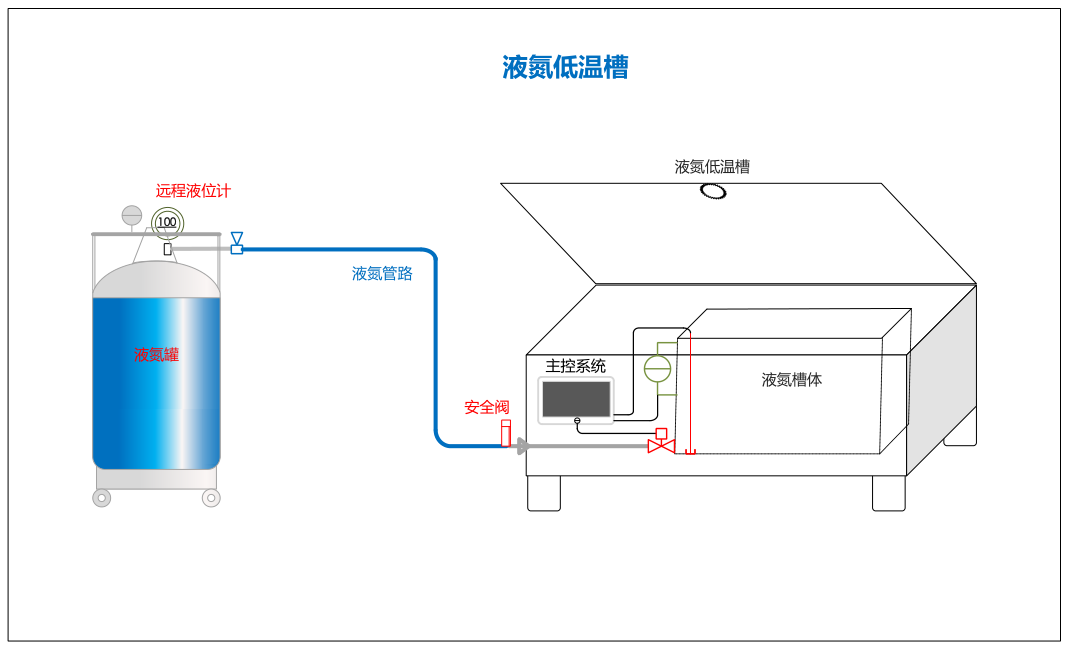
盡量縮短外露管道長度,避開空調出風口、門窗等濕度波動大的區域。采用 "低進高出" 的敷設方式,在管道最低點設置排水閥(如圖
2 所示),定期排放冷凝水。

采用 "真空夾層 + 氣凝膠" 復合絕熱結構:內層真空夾層(真空度≤10?3Pa)阻斷熱傳導,外層 20mm
氣凝膠氈吸收滲透熱量,最外層包裹鋁箔反射層(反射率>95%)。法蘭連接處使用可拆式絕熱套,確保密封面溫度>0℃。
在液氮儲罐出口安裝吸附式干燥器,將氣體露點降至 -
70℃以下(含水量≤0.005g/m3)。干燥器采用雙塔交替工作模式,再生周期設置為 8
小時,確保持續除濕效果。
3.2 運行過程控制
沿管道每隔 5 米布置一個鉑電阻溫度傳感器(精度 ±0.1℃),實時監測外壁溫度。當溫度低于露點溫度
2℃時,自動啟動伴熱系統(采用自限溫電伴熱帶,功率 20W/m)。
通過變頻泵控制液氮流量,維持管道內壓力穩定在 0.3-0.5MPa。開啟閥門時采用漸進式操作(每次開度增加 10%,間隔
30 秒),避免瞬間低溫沖擊。
管道所在空間安裝除濕機,將相對濕度控制在
40%-50%。對于室外管道,加裝防雨罩并填充惰性氣體(如氮氣)形成微正壓環境(壓力≥50Pa),防止潮濕空氣侵入。
3.3 維護與應急處理
- 每周:測量絕熱層外表面溫度分布,記錄溫差>5℃的異常點
- 每月:檢測干燥器出口露點,更換吸附劑(當露點>-60℃時)
發現局部結冰時,立即停止輸送,用熱風槍(溫度≤50℃)緩慢解凍,禁止使用明火加熱。結冰厚度>5mm
時,需排空管道后進行全面檢查,更換受損的密封件。
四、典型案例與效果驗證
某生物制藥車間的液氮輸送系統(長度 150m)曾因結冰導致每月停車 2-3
次。通過實施以下改造:
- 將原聚氨酯絕熱層更換為真空夾層 + 氣凝膠復合結構
改造后實現連續 6 個月無結冰現象,液氮蒸發率從 12% 降至 6.5%,年節約液氮成本約 8
萬元。
五、關鍵注意事項
絕熱層施工時需確保無接縫空隙,法蘭螺栓涂抹低溫潤滑脂(工作溫度 - 200℃至
150℃)。操作人員必須佩戴低溫防護手套,避免直接接觸可能結冰的管道部位。
每 2 年進行一次真空夾層漏率檢測(漏率≤1×10??Pa?m3/s),每 3
年更換一次干燥器吸附劑。建立管道結冰應急預案,定期開展模擬演練(每年至少 2 次)。
通過設計優化、運行管控與精細維護的三維協同,可實現液氮管道結冰率降低 90%
以上,確保系統長期穩定運行。對于高濕度、長距離的復雜工況,建議采用數字化孿生技術,通過仿真模擬預判潛在結冰風險點,進一步提升防控精度。